|
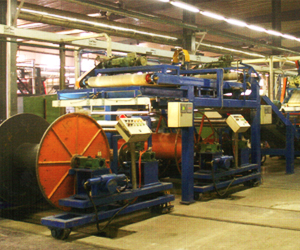
XJD-200×16pin cold feed extruderp:
This line mainly consists of ¢200pin cold feed extruder and XY-211300 rubber two-roll calendar ,equipped with all kinds of accessory units to produce two-layer hot-combined inner liner, two-layer or three-layer cold-combined inner liner ,and single-layer thin rubber sheet, which will be supplied to radial tire or bias tire building machine or multi-cutter slitting machine.
Characteristic:
1.The screw is new high-efficiency pin screw ,which can ensure high output of extruder and no remains when discharging .the screw is made of double-metal material ,its surface is hard and wear-resistance by being plate with chrome .the temperature of screw is controlled by one set of TCU.
2.The barrel of extruder is drilled on wall to put thought water for heating or cooling .the liner is made of double-metal material , having high hardness and good wear-resistance. all pins are made of high-strength alloy steel and are specially treated ,so they have very high wear-resistance ability .the temperature of barrel is controlled by three sets of TCU.
3.The extruder base is designed with two-layer and integrated structure with railway .the base is welded with shape steel and steel plate, its advantages include simple structure ,good appearance , stable and reliable performance and convenient adjustment . the removement of Extruder together with upper layer base ,away from or near to calendar, is very convenient for cleaning stock in case of changing sheet size.
4.speed reducer has alloy steel hard tooth flank. The transmission precise level of gear is high , with features of anti-wear , low noise and long service life.
5.The motor adopts DC motor ,with performance of encoder feedback , air cooling and overheat protection .the driving is realized by full-digital DC speed adjusting device.
6.The head assembly can be cooled or heated by going through water . upper and lower components of head are connected by hinges .all the actions of opening closing ,clamping and release are driven by hydraulic oil cylinders . every side of head channel has insert ,which can be replaced depending on needed stock output width at head .thus guarantee the calendar to produce various width of sheet .the temperature of head is controlled by one set of TCU.
7.There is stock-lacked alarming device and extruder with adjustable speed on the feeding frame to ensure continuous delivery of stock.
Technical Parameters:
|
technical specifications \ model
|
XJD-200×16
|
|
screw diameter
|
¢200
|
|
screw L/D
|
16:1
|
|
screw speed
|
3.3~33
|
|
pin rows
|
10
|
|
pins per row
|
10
|
|
range of sheet width
|
600~1100
|
|
thickness of sheet
|
12
|
|
max. head pressure
|
20
|
|
center height of extruder
|
1070
|
|
main motor power
|
355(DC)
|
|
number of temperature control
|
5
|
|
max. output
|
2800
|
XY-211300 rubber two-roll calender:
Characteristic:
1.The upper roll and lower roll are arrange in-type. the surface of roll is precisely machined having high precise and good wear-resistance . peripheral drilling bores on roll can ensure even temperature on working surface .two ends of roll are supported by precise two –row cylinder roll bearings.
2.The upper foo is designed to be profile-sleeve replaceable structure ,installed with profile sheet ,installed with smooth sleeve for producing flat sheet . the sleeve can be moved and replaced quickly though hydraulic manipulator.
3.The lower roll has axis cross device to rectify the thickness uniformity lf stock sheet.
4.5、 Roll nip adjusting device ,which is set on bearing body of lower roll ,can adjust left/right nip of rolls simultaneously ,as well as adjust left or right nip separately.
5.In the front of calender ,there are two cutting discs,taking centering lf shape roll as symmetrical centerline ,they are mounted on left-hand and right-hand thread separately ,which can be regulated by power control button .the cutter device has a scale used for determining distance of cutters .
6.A convey belt for recycling leftover material is mounted on top of calender ,is used to feed the cut leftover material into the hopper of extruder .a pressing roll is set at the entrance of belt for ensuring the leftover material attached on the convey belt.
7.The gear of speed reducer is alloy steel hard tooth flank gear . the transmission precise level of gear is equal to or more than grade 6,with features of anti-wear ,low noise and long service belt.
8.Adopt DC motor with encoder and wind cooling and overheat protection . motor is driven by full –digital DC speed adjusting device.
Technical Parameters:
| Technical specification \ model |
XY-211300
|
XY-211300A
|
XY-211300B1
|
|
Work speed m/min
|
3~30
|
2~20
|
3~30
|
|
Roll diameter mm
|
¢400
|
¢400
|
¢400
|
|
Roll work length mm
|
1300
|
1300
|
1300
|
|
Friction ratio of roll
|
1:1
|
1:1
|
1:1
|
|
Max. work temp of roll c
|
130
|
130
|
130
|
|
Max. width of clendering product
|
1100
|
1100
|
1100
|
|
Max. thickness of calendaring product
|
0.4
|
0.4
|
0.4
|
|
Main motor power kw
|
75(DC)
|
75(DC)
|
55(DC)
|
|
Number of temperature control piece
|
2
|
2
|
2
|
XY-F211200A rubber inner liner extruding and calendaring (cold coating)accessory units:
The accessory units include take up, cooling device, surface friction winder ,front over head conveyer belt , double-station left- off unit ,splicing unit, centering device, coating and cutting device, rear over head belt ,and double –station wind-up unit etc.
Characteristic:
1.Also,the infrared temperature monitoring device , CCD width measuring device and laser thickness measuring device can be mounted on the take-off device.
2.The surface of cooling roll is made of stainless steel and been anti-stick treated , so it is smooth and anti-corrosion, the inner adopts jacket and axial flow structure ,the rotary unions of water inlet and outlet are mounted in the non-operation side.
3.The machine is welded with all kinds of shape steel.
4.The coating device ,taking the cooled rubber sheet on upper layer of front overhead as reference ,taking lower layer sheet (from let-off) as accessorial sheet , has the profiled sheet centered and cold coated together under the control of CCD system.
5.The winding and centering device adopts CCD error correcting system to make the wind-up unit center with stock sheet to guarantee rubber to be tidily winded up.
6.There are two sets of completely same let-off unit and wind-up unit in this production line to ensure continuous production.
7.There are one double –station friction wind-up unit for winding up thin rubber sheet .
inner liner extruding and calendaring (hot coating ) accessory units :
1.The accessory units will cooperate with two sets(primary/auxiliary ) of ¢200 pin cold feed extruder two sets (primary /auxiliary)of XY-211300 rubber two-roll calender in producing wind-type two-layer hot coating rubber inner liner thin sheet.
2.The calendaring accessories consists of main take-up device .incline-up conveyer belt , auxiliary take-up device , centering device , coating device ,machine frame ,cooling device, cooling conveyer belt , platform , incline-down conveyer belt , cutting device , cutting conveyer belt, movable conveyer belt and double-station wind-up device.
3.The production flow is :firstly coat, then cool ,lastly wind up.two sets of main machine is equipped with one set of auxiliary machine ,so it has high-efficiency production (equivalent to two sets of cold coating production line ),lower cost (compared with two sets of cold coating production line ) and high product quality.
Characteristic:
1.The sheet from main machine is conveyed onto the incline –up conveyer belt by take-up device.
2.Also, the infrared temperature monitoring device ,CCD width measuring device and laser thickness measuring device can be mounts on the take –off device .
3.Two layers of sheet are delivered onto the coating device and coated together under CCD control .then it is sent onto about 100-meter long conveyer belt to be cooled by man-made cool air.
4.The winder and centering device of this machine adopted CCD error correcting system , make the wind-up unit center with stock sheet to guarantee stock sheet to be tidily winded up. There is infrared error correcting system on lining let-off device to ensure that the lining is tidy after the sheet is winded up.
5.For continuous producing sheet ,double –station wind up unit is available .
Technical Parameters:
| Technical specifications \ model |
XY-F211200A
|
XY-F211200B
|
XY-F211200E
|
|
Work speed of accessory units m/min
|
3~30
|
2~20
|
3~30
|
|
Work width of accessory units mm
|
1150
|
1200
|
1150
|
|
Motor power of conveyer belt kw
|
5×2.2(DC)
|
5×1.5(ACVF)
|
7×1.5(ACVF)
|
|
Motor power of take-up
unit kw
|
2.2(DC)
|
1.5 (ACVF)
|
1.5(ACVF)
|
|
Cooling type
|
Roll cooling type
|
Air cooling
|
辊筒冷却
|
|
Cooling roll size
|
6-¢610×1200
|
|
8 or 6-¢800×1200
|
|
Cooling motor power
|
3×2.2(DC)
|
4×1.5(ACVF)
|
4 or 3×1.5(ACVF)
|
|
Centering motor power
|
CCDcombined construction cold applicating
|
CCD combined construction hot applicating
|
CCD double-centering construction cold applicating
|
|
Applicatong motor power kw
|
2.2(DC)
|
2.2(ACVF)
|
2.2(ACVF)
|
|
Friction wind-up unit
|
Double-station (one set)
|
2.2(ACVF)
|
May equip with one double-station (after cooling device )
|
|
Let-off unit
|
Two sets
|
2.2(ACVF)
|
Tow sets
|
|
Max.let-off sheet width mm
|
1050
|
2.2(ACVF)
|
1050
|
|
Working mode of changing sheet toll
|
Transversal moving
|
2.2(ACVF)
|
Transversal moving
|
|
Locating method of let-off liner edge
|
Infrared
|
2.2(ACVF)
|
Infrared
|
|
Motor power kw
|
2.2(DC)
|
2.2(ACVF)
|
2.2(ACVF)
|
|
Motor power kw
|
0.75(YEJ)
|
2.2(ACVF)
|
0.75(YEJ)
|
|
Wind-up unit
|
Two sets
|
Two sets
|
Tow sets
|
|
Max. width of winding sheet mm
|
1050
|
1050
|
1050
|
|
Working mode of changing sheet mm
|
Transversal moving
|
Transversal moving
|
Transversal moving
|
|
Working made of changing sheet toll
|
CCD
|
CCD+inrared
|
CCD+infrared
|
|
Centering device
|
2.2(DC)
|
2.2(ACVF)
|
2.2(ACVF)
|
|
Motor power
|
0.75(YEJ)
|
0.75(YEJ)
|
0.75(YEJ)
|
|
Cutting device
|
Rotating cool cutter
|
Synchronous rotating hot cutter
|
Synchronous rotating hot cutter
|
|
Motor power
|
5.5(AC)
|
2.2(ACVF)
|
2.2(交流变频)(ACVF)
|
|